|
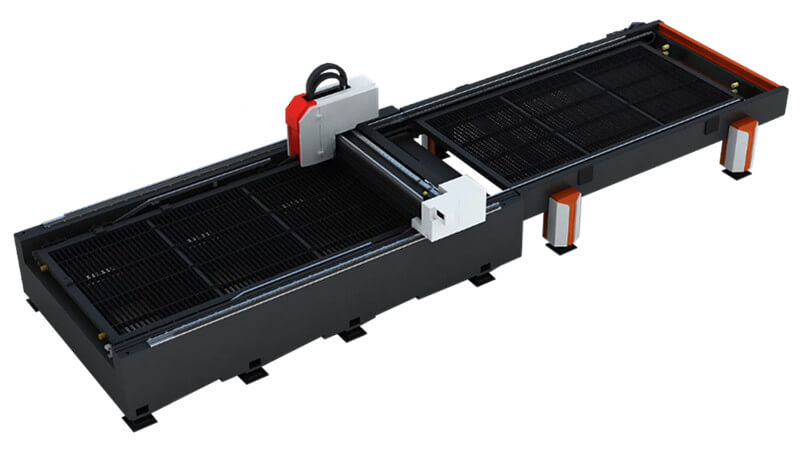
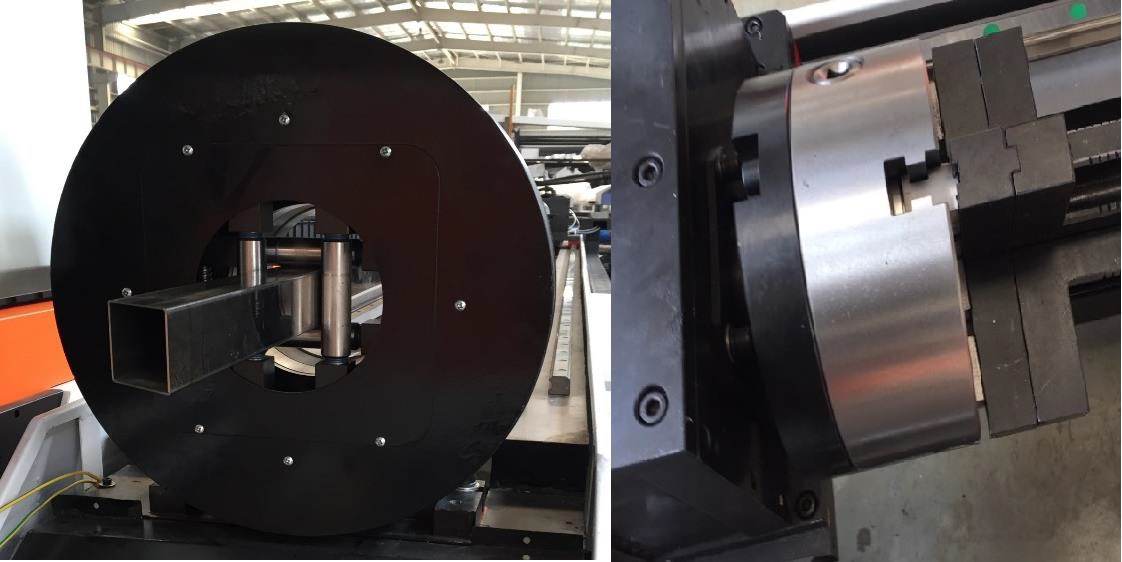
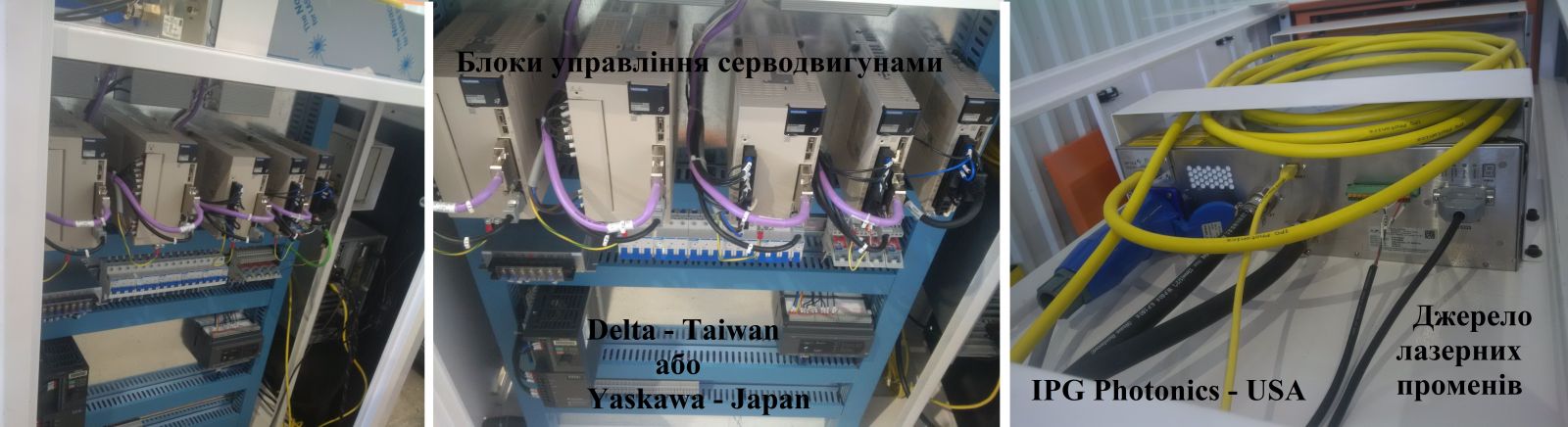
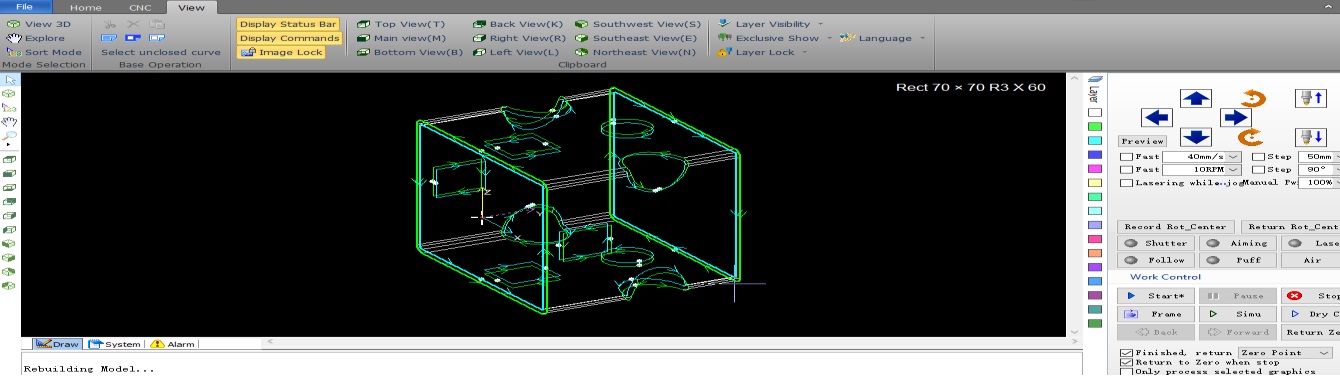
Принцип роботи оптоволоконного лазера Оптоволоконний лазер, це обладнання яке здатне виконувати різку матеріалів (металів та не металів) за допомогою концентрованого зфокусованого променю світла, яке заставляє метал плавитись і випаровуватиь з фоні фокусування, а інертний газ видуває розплавлений метал та підсилює випаровування в зоні різання. При роботі з неметалами виконується принцип контрольованого розтріскування (нагрітий матеріал збільшує свій обєм, а матеріал навколо залишається холодним, виникають внутрішні напруження в структурі заготовки, і виникає тріщина). Лазер утворює напруження в структурі заготовки так, що тріщина в кінцевому результаті буде повторювати необхідний нам контур. Нерівності розтріскування залишаються на мікрорівні, тому таким методом можна досягнути високу точність. Проте підбір інертного газу та максимальна глибина різання для неметалів, індивідуальна (і може залежати і критично мінятись навіть від % складу тої чи іншої речовини в виглді домішоків в заготовці) тому виробники оптоволоконних лазерів не вказують параметри різу для не металів. Відмінності оптоволоконних лазерів від плазморізів Ширина лазерного променю вимірюється в тисячних долях мм, а ширина плазмової струї плазморіза може доходити навіть до декількох см, в залежноті від матеріалу та товщини різання. Основноєю відмінністю в роботі є якість поверхні в зоні різання. Після обробки лазером додаткова обробка не потребується, поверхня буде чистою, гладкою, з хорошою шорсткістю. Пілся обробки на плазморізці поверхня в зоні різання буде обплавлена і потребує додаткову обробку. Ще однією відмінністю є глибина різання і можливість лазером різати велику кількість не металів без їх критичного пошкодження і перегріву що може призвести до зміни структури матеріалу. У випадку з лазерами ми можемо виконувати розкрій металу на не великих товщинах листів та труб (згідно з таблицею) приблизно до 25 мм. У випадку з плазмовою різкою ми можемо виконувати розкрій металу на значно більших товщинах листів та труб, проте не можемо ефективно працювати з заготовками не великої товщини. Оптоволоконні лазери серії GF-JH Оптоволоконний лазер серії GF-JH закритого типу, з змінними столами та автоматичним зажимом стола, зварною станиною (товщиною металу до 22 мм) з великою жорсткістю конструкції, оснащений 4 серводвигунами (2 на осі Y на зубчастих рейках), з автоматичною системою подачі інертного газу в зону різання, з автоматичною системою охолодження ріжучої головки (водяна)(в комплекті чіллер), з витяжкою (в комплекті вентилятор), автоматичною системою змаски направляючих X / Y / Z та зубчастої передачі рейка- шестерня. У моделях з потужністю 2000 W, 2500 W, 3000 W в комплекті поставляється частотний випрямляч, який згладжує нерівності в контурі синусоїда напруги яка викидається в мережу і може спричинити неправності компютерної техніки в радіусі 50-100м. Для моделей з потужністю 1000 W, 1500 W в комплекті випрамляч напруги не поставляється, але його за бажанням можна замовити за додаткову плату. Всі моделі живляться від мережі 380 V 50/60 Гц Виконуэться дана модель в різних модифікаціях станини, та в різних модифікаціях потужності лазерного випромінювача. Кожен з розмірів станини може бути виконаний в комплектації з будь кою потужністю. Клієнт сам обирає якого розміру станину і з якою потужністю йому потрібно обладнання. Програмне забезпечення надзвичайно просте в користуванні, і підтримує велику кількість форматів для завантаження файлів розкрою. Для повноцінної роботи працівникам необідно вього лиш 1-2 дні навчання. В модельному ряді GF-JH використовується плата з замкнутим контуром, що являється останньою розробкою в цій сфері. Вона має ряд переваг над системами з розімкнутим контром управління. Основною відмінністю замкнутого та не замкнутого контура управління є те що у замкнутого контуру числове програмне управління може вносити поправки до режимів різання в режимі реального часу. Структура програми постійно посилає запити до робочих органів та отримує відповідь, якщо виникають будь які неполадки або помилки, програма корегує параметри на коректуючий коефіцієнт таким чином щоб готовий продукт відовідав заданим розмірам. В моделі присутнє пристосування для роботи з трубами профілем (квадрат та подібні). Максимальна довжина труби яка вставляється в пристосування 3000 мм або 6000 мм. У моделях з довжиною станини 3000 мм можна пристикувати труборізи 3000 мм, і відповідно до 6 метрових модифікацій можна пристикувати 6 метровий труборіз. |














{kind=link}